nouveau blog

Nylon renforcé (en particulier les qualités renforcées de fibres de verre telles que PA6-GF et PA66-GF)
est un choix de matériau courant et performant pour
moyeux de roue de vélo électrique
, particulièrement
moyeux intégrés au moteur
Il offre un excellent équilibre entre résistance, rigidité, ténacité, résistance à la chaleur, résistance à l'usure et aptitude au traitement, tout en permettant une conception légère.
Ce matériau est couramment utilisé sur les vélos électriques milieu et bas de gamme ou les vélos urbains, où les moyeux en nylon renforcé sont plus largement adoptés. Ses avantages en termes de réduction de poids et de rentabilité sont particulièrement évidents sur les modèles qui n'exigent pas de performances extrêmes. De plus, sa résistance à la corrosion est un argument de vente important.
Les fabricants abordent généralement les limites inhérentes au matériau grâce à une conception réfléchie, comme l’utilisation intensive d’inserts métalliques et l’optimisation structurelle, et en sélectionnant des nuances hautes performances pour répondre aux besoins spécifiques des applications.

Principaux avantages de l'application
1. Réduction de poids significative – Le principal avantage
Portée étendue :
Un moyeu plus léger nécessite moins d’énergie pour l’entraînement du moteur, ce qui augmente directement la durée de vie de la batterie.
Manipulation améliorée :
L'inertie de rotation réduite permet une accélération et une décélération plus rapides, offrant une conduite plus agile et plus réactive.
Confort amélioré :
La masse non suspendue plus faible permet à la roue de mieux suivre les variations de la surface de la route, réduisant ainsi les vibrations transmises au cadre et améliorant le confort général.
- C'est l'avantage le plus important. Le nylon a une densité bien inférieure à celle de l'alliage d'aluminium (environ 1,15 à 1,4 g/cm³ contre 2,7 g/cm³). Même renforcé avec 30 à 50 % de fibres de verre, la densité du matériau reste généralement inférieure à 2,0 g/cm³.
- La réduction de la masse non suspendue est cruciale pour les vélos électriques.
2. Rentabilité (en particulier dans la production de masse)
Coût du matériel :
Les granulés de nylon renforcés coûtent généralement moins cher que les alliages d’aluminium de haute qualité.
Coût de traitement :
Le moulage par injection offre une efficacité de production élevée et permet de former des pièces complexes en une seule étape, éliminant ainsi le besoin de plusieurs processus d'usinage (par exemple, moulage, CNC, tournage, perçage), réduisant ainsi considérablement le coût unitaire.
Coût du post-traitement :
Les pièces en nylon moulées ne nécessitent généralement aucun traitement de surface supplémentaire (par exemple, sablage, anodisation), ce qui est souvent nécessaire pour les moyeux en aluminium.
3. Flexibilité de conception
Le moulage par injection permet des géométries très complexes, des nervures internes et des fonctionnalités fonctionnelles intégrées telles que :
Supports pour capteurs
Canaux de routage des câbles
Structures de dissipation thermique spécialisées
De telles caractéristiques sont difficiles ou coûteuses à obtenir avec le traitement traditionnel des métaux. Cela permet également une optimisation aérodynamique plus facile.
4. Résistance à la corrosion
Le nylon offre une excellente résistance à la corrosion chimique (sel, eau, produits de nettoyage) et ne rouille pas. C'est un avantage majeur pour les vélos utilisés sur les routes hivernales pluvieuses, humides ou traitées au sel, réduisant ainsi les besoins d'entretien.
5. Absorption des chocs et réduction du bruit
Le nylon possède des propriétés d'amortissement inhérentes qui aident à absorber les impacts de la route et à réduire la transmission des vibrations et du bruit du moteur, améliorant ainsi le confort et le silence de conduite.
6. Propriétés mécaniques solides
Le renforcement en fibre de verre améliore considérablement la résistance, la rigidité, la dureté et la stabilité dimensionnelle du nylon, lui permettant de supporter les charges structurelles et le couple moteur requis par les moyeux de roue. Sa résistance aux chocs est souvent supérieure à celle du métal.
Fiche de données
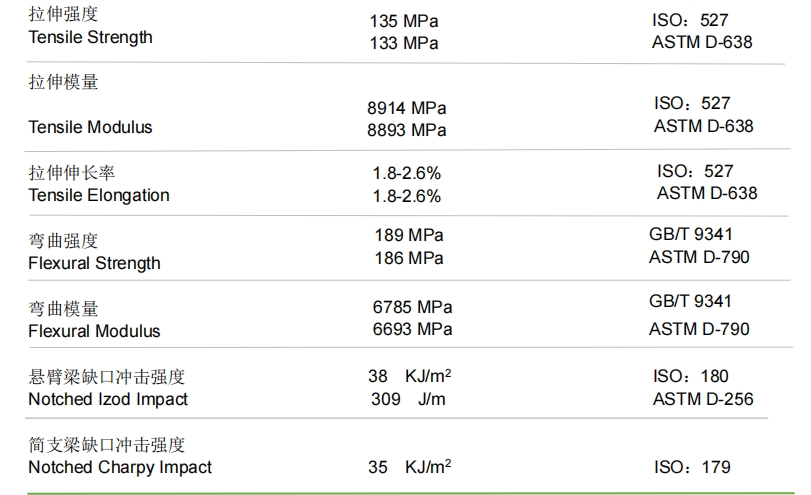
Polypropylène homopolymère renforcé à 40 % de fibres de verre longues
Procédé de moulage par injection pour moyeux de roues de vélos électriques
Les moyeux de vélos électriques, en particulier les conceptions complexes intégrées au moteur, sont principalement produits à l'aide du moulage par injection.
Les étapes clés du processus comprennent :
1. Prétraitement du matériau (séchage)
Étape cruciale ! Le nylon est très hygroscopique. Une humidité excessive entraîne :
Chute de viscosité à l'état fondu → flash, bavures
Défauts tels que bulles, stries argentées, mauvaise surface
Dégradation hydrolytique → perte importante des propriétés mécaniques (résistance, ténacité)
Exigence:
Doit être soigneusement séché avant utilisation.
Teneur en humidité cible : < 0,2 % (de préférence jusqu'à 0,1 %)
Méthode:
Utiliser un sécheur à dessiccant :
PA6 : 80–90 °C,
PA66 : 90–110 °C,
Durée : ≥ 4–6 heures
La trémie doit être chauffée (~80°C) pour éviter la réabsorption de l'humidité.
2. Paramètres de moulage par injection
Température du baril :
PA6-GF : 240–280°C (augmentation de l'arrière vers l'avant) ; éviter de dépasser 290°C pour éviter la dégradation.
PA66-GF : 270–310 °C ; ne pas dépasser 320 °C.
Principe:
Utilisez la température la plus basse possible qui assure un bon écoulement et un remplissage complet pour réduire la dégradation thermique.
Une teneur élevée en GF peut nécessiter des températures légèrement plus élevées.
Température du moule :
Facteur critique ! Influence la cristallinité, le retrait, les contraintes internes, l'état de surface et les propriétés mécaniques.
Plage recommandée : 70–110 °C
Caractéristiques de la température du moule
70–85 °C Refroidissement rapide, temps de cycle plus court, cristallinité plus faible, retrait et contraintes internes plus élevés, stabilité dimensionnelle et brillance de surface plus faibles. Risque de déformation.
85–110 °C Fortement recommandé pour les moyeux. Améliore :
Cristallinité
Stabilité dimensionnelle (retrait uniforme et prévisible)
Résistance mécanique, rigidité, HDT
Brillance de surface
Réduit la déformation, les contraintes internes et le post-rétrécissement
→ Nécessite des contrôleurs de température du moule
Pression / Vitesse d'injection :
Pression moyenne à élevée en raison de la viscosité élevée de la masse fondue
L'injection à grande vitesse facilite le remplissage des structures de moyeu complexes (parois minces, longs trajets d'écoulement), minimisant ainsi l'affaiblissement des lignes de soudure et les marques d'écoulement
Évitez les jets
Utiliser l'injection en plusieurs étapes :
Haute vitesse pour le remplissage en vrac
Basse vitesse/basse pression à la fin pour réduire le stress et éviter le suremballage lors du changement de vitesse
Pression de maintien / Temps :
Pression de maintien : 50 à 80 % de la pression d'injection
Trop élevé : contrainte interne, bavures, démoulage difficile
Trop bas : retassures, vides, remplissage insuffisant
Temps de maintien :
Crucial ! Doit être suffisamment long pour assurer la continuité de l'emballage avant le gel des portes.
Temps de maintien court → cause majeure de déformations/marques d'affaissement
Ajuster en fonction de l'épaisseur de la paroi, de la température du moule et du matériau (généralement plus long pour les moyeux)
Temps de refroidissement :
Un refroidissement suffisant est nécessaire pour assurer la solidification de la pièce et une éjection sans déformation
Des températures de moule plus élevées et des parois plus épaisses nécessitent un refroidissement plus long
Une conception efficace du système de refroidissement (à proximité des zones de forte charge thermique) est essentielle pour raccourcir les cycles et améliorer la qualité
3. Considérations relatives à la conception des moules
Conception de la porte :
Les moyeux sont grands et complexes → utilisent généralement des canaux chauds multipoints ou de grands canaux froids
L'emplacement et le nombre de portes sont essentiels : ils affectent l'équilibre du flux, la position/résistance de la ligne de soudure, la contrainte interne et le gauchissement.
→ Simulation et conception précises des flux nécessaires
Ventilation :
Indispensable pour prévenir les brûlures, les coups courts
Ajoutez des rainures d'aération (généralement de 0,02 à 0,04 mm de profondeur) à :
Fin des chemins d'écoulement
Base des côtes
Autour des inserts
Système d'éjection :
Les grandes pièces du moyeu nécessitent une éjection forte et uniformément répartie (broches/blocs d'éjection)
Assurer une éjection fluide et synchrone pour éviter le blanchiment ou la déformation sous contrainte
Résistance à l'usure :
Le GF est abrasif → les moules, en particulier les portes/coulisseaux/surfaces des cavités, subissent une usure
Utiliser des aciers à haute dureté et résistants à l'usure (par exemple, H13) avec des traitements de surface (nitruration, chromage dur, revêtements PVD)
Conception du canal de refroidissement :
Un refroidissement à haute efficacité et uniformément réparti est essentiel pour contrôler la température du moule, réduire le temps de cycle et minimiser le gauchissement
4. Post-traitement (facultatif mais recommandé)
Recuit :
Chauffer les pièces à 100–120 °C (en dessous du point de fusion du nylon) pendant plusieurs heures, puis refroidir lentement
But:
Atteindre l'équilibre d'humidité avant utilisation
Prévenir les changements dimensionnels imprévisibles (gonflement) et les fluctuations de performance (ténacité ↑, résistance/rigidité ↓)
Particulièrement important pour les moyeux PA6 (également applicable au PA66)
Usinage (si nécessaire) :
Pour les zones de haute précision (sièges de roulement, trous de montage), un usinage mineur (tournage, perçage) peut être nécessaire.
Suivez nous :





-- obtenir des mises à jour avec les derniers sujets

 email
email français
français English
English Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文