nouveau blog

Lorsque la surface projetée de la pièce dépasse la surface maximale autorisée par la machine de moulage par injection, la buse peut ne pas couvrir correctement toute la surface, ce qui entraîne des bavures sur la pièce.
Si le moule est installé incorrectement ou soumis à une force inégale dans une seule direction, il risque de ne pas se serrer uniformément, ce qui peut provoquer des bavures sur la surface de la pièce.
Lorsque les plateaux de la machine d'injection ne sont pas parallèles ou que les tirants sont déformés de manière irrégulière, le moule ne peut pas être correctement serré, ce qui entraîne la formation de bavures.
Si le parallélisme du moule est insuffisant ou si les bords du moule sont obstrués, le plastique fondu ne peut pas remplir la cavité uniformément, ce qui peut entraîner des bavures à la surface de la pièce.
Lorsque la ligne de joint du moule n'est pas étanche, que la cavité et le noyau sont mal alignés ou que les composants coulissants présentent un jeu excessif, du plastique fondu peut s'échapper de la cavité, produisant des bavures sur la pièce.
Lorsque le plastique a une fluidité trop élevée et que la quantité d'alimentation est excessive, le matériau fondu peut déborder lors du remplissage de la cavité du moule, ce qui entraîne des bavures sur la surface de la pièce.
Si la température de fusion de la cavité ou la température du moule est trop élevée, la viscosité du plastique diminue et sa fluidité augmente, ce qui peut entraîner la formation de bavures.
Lorsque la pression d'injection est trop élevée ou la vitesse d'injection trop rapide, le plastique peut déborder en raison d'une pression excessive lors du remplissage de la cavité, ce qui entraîne des bavures sur la surface de la pièce.
Si la force de serrage n'est pas constante ou irrégulière, le moule peut se déplacer légèrement pendant l'injection, provoquant des bavures sur la surface de la pièce.
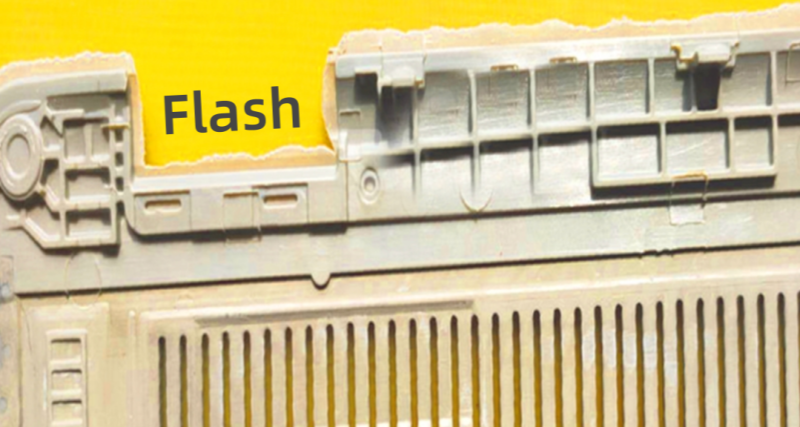
Voici les causes fréquentes de bavures lors du moulage par injection de PEEK. Les opérateurs doivent surveiller attentivement ces facteurs et les corriger pendant la production afin de prévenir les bavures et d'améliorer ainsi la qualité et l'aspect des pièces moulées.
Suivez nous :





-- obtenir des mises à jour avec les derniers sujets

 email
email français
français English
English Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文