numéro d'article:
PPA-NA-LGFPaiement:
T/T or L/C (other payment ways also can be diorigine du produit:
Xiamen, ChinaCouleur:
Original color (also can be customized)port d'expédition:
Xiamen, ChinaInformation produit
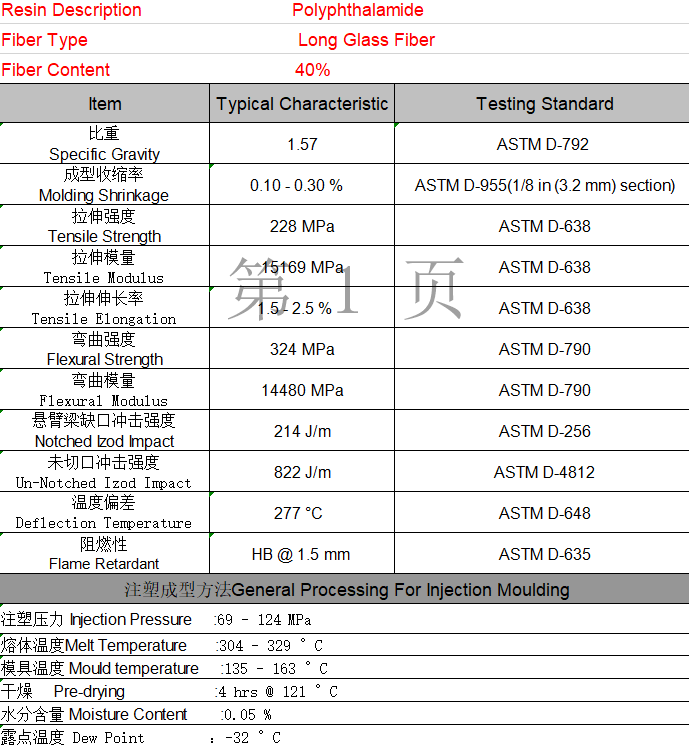
La température de déformation thermique du plastique polyp-benzoyl-p-phénylènediamine (PPA) modifiée jusqu'à 300 ℃ au-dessus, la température d'utilisation continue jusqu'à 170 ℃, peut répondre à vos besoins de performances thermiques à court et à long terme. Il conserve ses propriétés mécaniques supérieures – résistance, dureté, résistance à la fatigue et résistance au fluage – sur une large plage de températures et d’humidité élevée. Le PPA Lv trempé combiné à une ténacité supérieure et à une certaine plage de dureté et de flexibilité, dans les exigences de fixation en matière de rigidité à usage unique, ainsi qu'une utilisation reproductible d'un bon choix de flexion. Des produits de qualité spéciale sont également disponibles pour les surfaces pulvérisées et galvanisées, la résistance au feu, la résistance au glycol et les applications réfléchissantes .
caractéristique
☆ Résistance, ténacité et dureté PPA, performances supérieures, ainsi que sa bonne résistance à la chaleur, sa résistance chimique et sa résistance à la fissuration
☆ Le PPA peut maintenir la résistance et la dureté dans un environnement à haute température et humidité élevée, et peut être utilisé pour remplacer le métal dans le nylon et le polyester traditionnels.
☆Le plastique PPA a également une brillance de surface supérieure. Il peut être coloré au lieu d’être pulvérisé, contribuant ainsi à réduire l’apparence des rayures et des éraflures sur la surface.
☆Les plastiques PPA ont également une bonne usinabilité et permettent un temps de cycle d'injection court.
Par rapport au PA46 :
√PPA a une stabilité thermique plus élevée que le PA46.
√PPA a une meilleure résistance CTI/arc et une meilleure capacité de co-courant infrarouge que le PA46 ;
√PPA a une meilleure résistance chimique que le PA46 ;
Application
☆ Les composants automobiles, y compris les systèmes de carburant, de transmission et de moteur, réduisent le poids, les coûts et offrent une longue durée de vie ;
☆ Chipset et prise, support de soudage du corps de la coupelle ;
☆ Condensateur à puce, interrupteur et klaxon miniature, connecteur de circuit imprimé haute densité ;
☆ Pour les exigences d'usure lors d'occasions élevées, telles que l'absence de roulement de lubrification, le joint, la bague d'isolation de roulement et les pièces de compresseur ouvertes à mouvement alternatif ;
☆ Connecteurs, contrôleurs, capteurs, moteurs et autres pièces électroniques clés



La grande majorité des résines PPA sont traitées par moulage par injection traditionnel.
Les matières premières PPA sont pré-séchées à un taux d’humidité inférieur à 0,1 %, puis emballées dans des sacs ou des boîtes métalliques thermoscellés. Ces conteneurs garantissent que les matières premières PPA n'ont pas besoin d'être séchées avant leur transformation.
Le niveau d'humidité acceptable pour le processus est de 0,15 % ou moins. La résine de traitement humide peut réduire le poids moléculaire, entraînant une perte de propriétés mécaniques.
À l’aide d’un seau déshydratant, il est facile de sécher la résine jusqu’à un point de rosée de 25°F ou moins à 175°F. Le temps de séchage dépend de l’absorption de l’eau, généralement compris entre 4 et 16 heures.
Température de fusion du moulage par injection comprise entre 615 et 650 °F, le matériau dans le baril du temps de séjour ne dépasse pas 10 minutes, de sorte que les performances mécaniques du produit hors du moulage par injection soient les meilleures.
Une température du moule d'au moins 275°F est requise pour une cristallisation complète et une stabilité dimensionnelle optimale.
Les pièces aux parois partiellement épaisses peuvent être injectées à des températures de matrice plus basses en raison d'un refroidissement lent.
La température de la matrice est très importante pour optimiser la sensation de surface des pièces finies.
La température de surface du moule de la résine PPA de qualité charge minérale pour le métal plaqué or sous vide doit être de 350°F.
Détails
La couleur et la longueur peuvent être personnalisées selon vos besoins.
Toutes les questions peuvent nous contacter.

Suivez nous :





-- obtenir des mises à jour avec les derniers sujets

 email
email français
français English
English Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文