numéro d'article:
PA6-NA-LCFPaiement:
T/T,PAYPALorigine du produit:
Xiamen FujianCouleur:
Naturalport d'expédition:
xiamen portDelai:
1-15processus produit
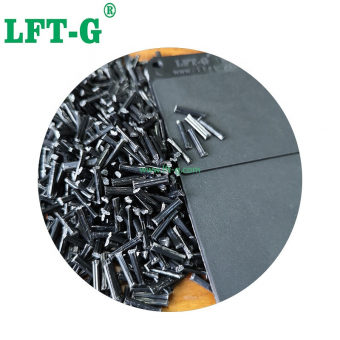
nom du produit Couleur Polyamide6 lon g fibre de carbone 1.Concurrentiel prix, haute qualité, livraison à temps, échantillon gratuit 2.Environnement protection 3.Can être renforcé avec le verre fibre / dureté / flamme retardateur / UV stabilisateur LFT PA6 composite thermoplastique renforcé de fibre de carbone noir Matériel avantages classe injection et extrusion livrer le temps 3-15 journées Port Xiamen Fujian emballage 25 kg / sacs 
processus produit
1.PA6 propriétés des particules
Parce que PA6 est facile à être hygroscopique, hygroscopique a un impact sur le processus de traitement, comme les baisses de viscosité à l'état fondu, la surface du produit a des bulles, des lignes d'argent, etc.Et les propriétés mécaniques des produits ont également diminué de manière significative et doivent donc être séchés avant d'être mis en forme. Pennsylvanieest facile à oxyder, à décolorer et à dégrader à haute température. Par conséquent, le séchage sous vide est la meilleure méthode, mais en l'absence de séchage sous vide, le séchage à l'air chaud atmosphérique peut également être utilisé. la température de séchage est de 85-95 ℃ pendant 4-6h. la température de séchage à l'air chaud est de 90-100 ℃ pendant 3-5h. après séchage, PA6 matériel devrait ne pas être mis en l'air pendant une longue période (pas plus que 1-3h).
la pression d'injection a peu d'effet sur PA6 mécanique .Le le choix de la pression d'injection est principalement basé sur le type de machine de moulage par injection, la température du canon, la forme du produit, la taille, la structure du moule, mais dépend également de la vitesse d'injection, du temps d'injection, du temps de maintien de la pression et d'autres facteurs
sélection du taux d'injection et des produits d'épaisseur de paroi, de la température de la masse fondue et de la taille de la porte, pour les produits à paroi mince, la vitesse d'injection peut être plus rapide, tandis que pour les produits à paroi épaisse, la vitesse d'injection peut être lente, température de fusion élevée, injection vitesse la vitesse d'injection sera lente, la taille de la porte est petite, la vitesse d'injection impossible trop vite, ou vous la température de fusion est trop élevée et causée par une dégradation excessive par cisaillement, entraînant une baisse de la couleur du produit et des propriétés mécaniques. la vitesse d'injection est trop rapide, fera également des bulles de produit, brûlant défauts.

merci pour votre visite
me contracte : l ucyc ontra e-mail cts : sale04@lfrtplastic.com
contrats wechat / quoi app / skype: +86 135 5947 4625
Web : www.lft-g.com
Suivez nous :





-- obtenir des mises à jour avec les derniers sujets

 email
email français
français English
English Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文